ля моделей 2000Е и 2500Е
(используется стандартная прижимная алка для гибки аготовки аксимальной длины)
| атериал | sТ/sВ | аксимальная толщина листа | аименьшая высота уртика | адиус |
| кая сталь | 250/320 а | 1,6 * | XXX | 3,5 |
| 1,2 | 15 | 2,2 | ||
| 1,0 | 10 | 1,5 | ||
| люминий | 140/160 а | 1,6 * | XXX | 1,8 |
| 1,2 | 15 | 1,2 | ||
| 1,0 | 10 | 1,0 | ||
| ержавеющая сталь | 210/600 а | 1,0 * | XXX | 3,5 |
| 0,9 | 15 | 3,0 | ||
| 0,8 | 10 | 1,8 |
*) Только с дополнительной пластиной, присоединяемой к ибочной балке!
ля модели 3200Е
(используется стандартная прижимная алка для гибки аготовки аксимальной длины)
| атериал | sТ/sВ | аксимальная толщина листа | аименьшая высота уртика | адиус |
| кая сталь | 250/320 а | 1,2 * | XXX | 3,5 |
| 1,0 | 15 | 2,2 | ||
| 0,8 | 10 | 1,5 | ||
| люминий | 140/160 а | 1,2 * | XXX | 1,8 |
| 1,0 | 15 | 1,2 | ||
| 0,8 | 10 | 1,0 | ||
| ержавеющая сталь | 210/600 а | 0,8 * | XXX | 3,5 |
| 0,65 | 15 | 3,0 | ||
| 0,55 | 10 | 1,8 |
*) Только с дополнительной пластиной, присоединяемой к ибочной балке!
3.3 лина;
25;38;52;70;140;280;597;1160
се пластины (за исключением 597 и 1160 мм) могут соединяться для гибки аготовок длиной от 25 мм до 575 мм.
3.4
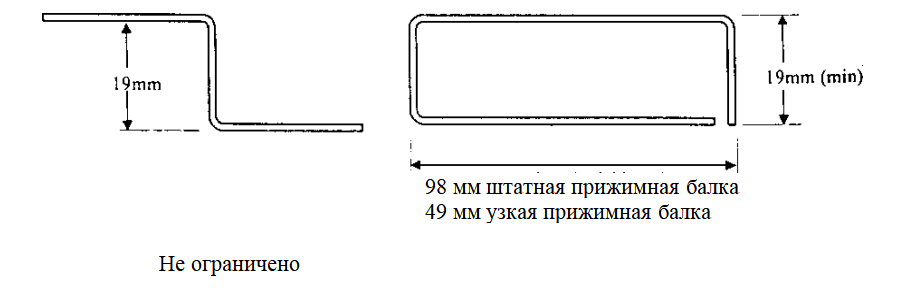
В комплект поставки может быть включена специальная прорезная прижимная балка с пазами шириной 8 мм и глубиной 40 мм, позволяющих изготавливать изделия длиной не менее15мм и не более 1265 мм.
ля более лубоких изделий используйте набор коротких прижимных пластин.
4.
4.1ВКЛЮЧЕНИЕ /
вижение сгибающей балки во время активации полного прижимного усилия, измеряемое в нижаней астиющ сгиасти сгиасти г игиасти сгиилного усилия;
еверсивное движение для выключения станка.еряется в адней асти от 90 и должно быть в пределах 15 5.
4.2УГЛОВАЯ
оказания на углу индикатора, когда сгибающая алка установлена на 901.с помощью инженерного квадрата.
4.3КОРПУС
е плоскостность поверхности магнита max 0,5 мм.ероховатость поверхности агнита max 0,1 мм.
4.3ГИБОЧНАЯ
е прямолинейность рабочей поверхности max 0,25 мм.е прямолинейность дополнительной балки max 0,25 мм.
4.4
е прямолинейность сгибающего края max 0,25 мм.
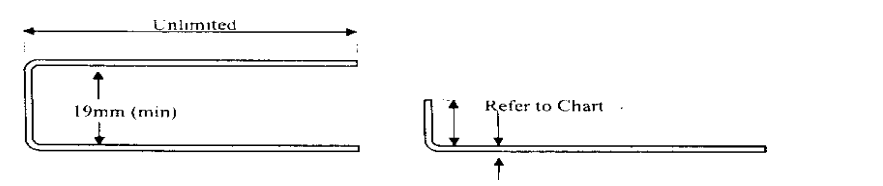
сота подъема над поверхностью основной балки не енее 3 мм.
едитесь, что при установленных в положение 1 указателях на опорах алки ее рабочяя кромка располалаенасполалаенаиолалаена иалки ее раочяя
4.5ШАРНИРЫ
роверьте наличие смазки на валиках и секционных локираторах.едитесь, что шарниры вращаются легко и свободно на 180 градусов.
едитесь, что шплинты арниров не вращаются и зажаты удерживающие айки.
5.ЭКСПЛУАТАЦИЯ
!
истогиб «Магнабенд» развивает усилие основного прижима в несколько тонн (см. технические астикте).танок оборудован двумя защитными локировками.Первая обеспечивает использование безопасного предварительного прижима перед запуском основного, а вторая – опускание прижимной балки на высоту 5 мм над поверхностью стола перед включением магнита.то обеспечивает ащиту от случайного попадания пальцев под прижимную алку при включенип литнооп.
олько один оператор управляет станком.икогда не кладите пальцы под прижимную алку.
5.1НОРМАЛЬНАЯ
едитесь, что станок подключен к сетевой розетке и включен.рижимная алка должна подниматься и опускаться рукоятками, расположенными слева и справа от стоек.алка опускается и поднимается при помощи подъемных тифтов, управляемых тими рукоятками.ежду полностью опущенной прижимной и основной балками, по центру станка остается азор 3…4 мм.
Если подъемные штифты зафиксированы в нижнем положении, освободите их, подав назад обе рукоятки (расположенные под станком около каждой стойки) и опустив их от себя.то должно немного приподнять прижимную алку.ля полного подьема алки, потяните рукоятки на себя до упора.то бы опустить прижимную балку подайте рукоятки назад до упора и отпустите.ни должны зафиксироваться в аднем положении.
1.Установите толщину заготовки при помощи двух винтов, расположенных на задней кромке прижикислевалижимной али.ля проверки азора поднимите ибочную балку на 90° и измерьте промежуток ежду краем приимлост аерилност аерилост аерилост аериност промежуток ежду краем.(Для получения наилучших результатов этот азор должен быть немного ольше толщины аготовки).
2.Вставьте аготовку под прижимную алку.(при необходимости можно установить ограничители).
3.Опустите прижимную балку на аготовку.то можно сделать при помощи рукояток, или просто нажав на прижимную балку.римечание: внутренняя локировка арантирует, что станок не включится, пока прижимная алканана опка нана опка нана опка на оь неа опкухна приина приина не включитсЕсли прижимная балка не опускается полностью (например, она упирается в изогнутую заготовку), блокировка может сработать, отключив электрическую часть станка.
4.Нажмите и удерживайте одну из трех зеленых кнопок PRIMORDIUM или используйте ножной выключатель прижима.то приведет к приложению усилия предварительного прижима.
5.Второй рукой поднимите одну из гибочных рукояток на небольшой угол.В результате включится икропереключатель, приводящий в действие усилие основного прижима.нопка START (или ножной выключатель) должна ть теперь отпущена.
6.Начните выполнять агиб, нажав на обе рукоятки при достижении требуемого угла агиба.(по время тяжелых гибочных работ необходима помощь ассистента).ол загиба постоянно отображается на градуированной кале, нанесенной на правую рукоятку.но необходимо нуть заготовку на несколько градусов больше требуемого угла для обесколько радусов ольше требуемого угла для обеспеения поспечения поспечения поспечени поспечени поспечени поспечредуемого угла для.ля повторения агиба ожно установить стопор при достижении требуемого угла.огда движение ибочной балки изменит направление, станок выключится автоматически.
В момент выключения электрическая схема станка генерирует импульс обратного тока через электромагнит, удаляющий остаточную намагниченность и позволяющий немедленно поднять прижимную балку.
ля удаления аготовки поднимите прижимную балку, слегка толкнув ее вверх, и установите агалку, слегка толкнув ее вверх, и установите агалку, слегка толкнув.(при необходимости, поднимите прижимную балку вверх при помощи одной из подъемных рукояток).
Внимание
ля предотвращения повреждения края прижимной алки или верхней поверхности агнитногп прелестног прелестног прелесиеоп.Минимальная рекомендуемая длина загиба при использовании стандартной прижимной балки – 15 мм (за исключением случаев, когда заготовка очень тонкая или мягкая).
● Усилие прижима агнита еньше, если он горячий.оэтому для получения наилучшей производительности используйте прижим столько времени, сколько нео.
● Если Вы кратковременно нажали на педаль или кнопку START, и не начали процесс гибки, прижимная балка может остаться примагниченной в следствие того, что конденсаторы схемы размагничивания не успели зарядиться.ля их зарядки в таком режиме требуется около 10 секунд.овторно нажмите педаль и удерживайте ее в течение того времени, либо начните процесс итовкиотовки.отовки.отовки.
5.2ИСПОЛЬЗОВАНИЕ
раничители удобно использовать при большом количестве агибов, выполняемых на одном расстоянии отз коянии отз коянии отз кони отз кони, выполняемых на одном расстоянии отз коянии отз коянии отз кони.осле однократной установки ряда ограничителей может ть выполнено любое количество ааиов лоаииов лоаииов лезаоиов лоаииов лоаииов лоаиов езаиово
Обычно ограничители используются в виде брусков, расположенных таким образом, чтобы сформировать длинную поверхность, которая соприкасается с краем заготовки.сли подходящих брусков нет, можно использовать надставку к ибочной алке.
ПРИМЕЧАНИЕ: Если необходимо установить ограничители под прижимную балку, вместе с ограничителями можно использовать полосу листового металла такой же толщины, что и заготовка.
5.3ЗАГИБАНИЕ
ехника, используемая для загибания краев еталлического листа, ависит от его толщины и лтолины и лоп.
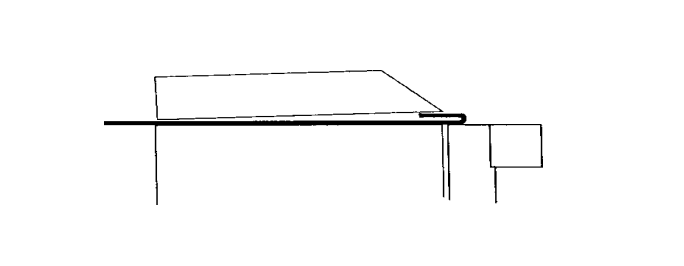
Тонкие листы (до 0,8 мм)
1.Производится как нормальная, но осуществлять гибку нужно как ожно дальше (135).
2.Снимите прижимную алку, металлический лист на станке подвиньте назад примерно на 10 мм.атем ибочной алкой произведите «догибку» кромки.(прижимную алку применять не нужно).
римечание: не пытайтесь делать узкие агибы на толстых еталлических листах.
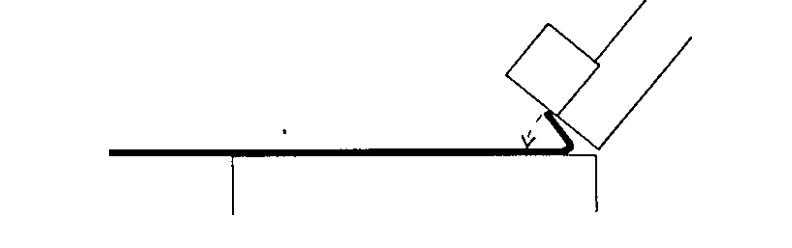
3.При работе с толстыми металлическими листами, в случаях, если кромка не очень узкая, возможно достижение более полного загиба при условии использования прижимной балки.
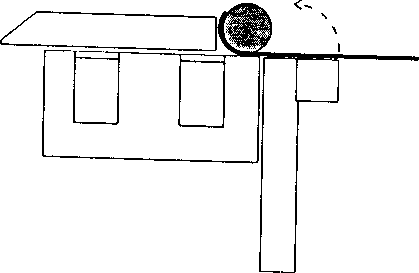
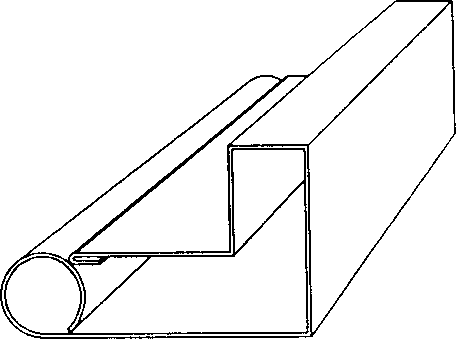
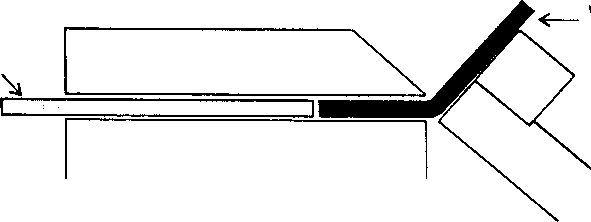
5.4ЗАКРУГЛЕННЫЙ
акругленные концы ормируются путем наматывания стального листа на стальной цилиндр различной толщличной т.
1.Разместите лист еталла, прижимную балку и стальной илиндр так, как указано на рисунке.
а) Убедитесь, что прижимная балка не перекрывает фронтальную сторону станка в точке а , поскольку в этом случае магнитный поток пройдет мимо металлического цилиндра и сжимающая сила будет слишком мала.
).
с) ель прижимной балки аключается в направлении агнитного поля с внутрь металлического цилиндра.
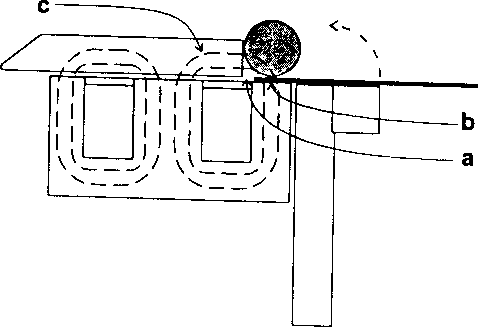
2.Загните еталлический лист как ожно дальше, после его переложите его как указано на рисунке.
3.Повторите действие 2, если это необходимо.
5.5
целях олее полного ознакомления с ашим станком и теми операциями, которые он может выполнутуть, операии, которые он ожет выполносет выполность операции.
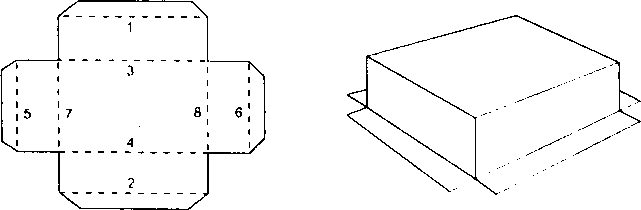
1.Выберите еталлический лист из мягкой стали или алюминия толщиной 0,8 и вырежьте аготовку размерами 335 наерами 335 наерами 335 наерами.
2.Разметьте линии на листе еталла как указано ниже;
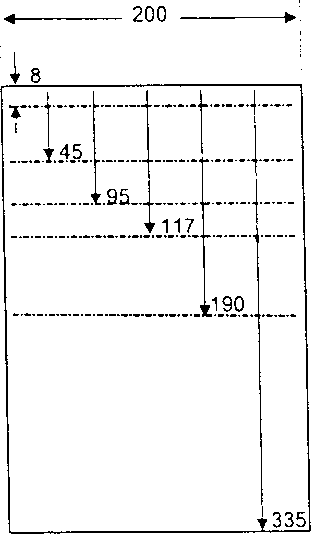
3.Выровняйте линию сгиба 1 и сделайте агиб кромки листа (Смотри агибание кромки).
4.Переверните еталлический лист и пододвиньте его под прижимную алку так, чтобы завернутый крапушрнутый крапушрнутый крапуш л онод прижимную алку так, чтобы завернутый крапушрнутый крапушавл онопушавл.ереместите прижимную балку вперед и выровняйте линию сгиба 2. Согните аготовку на угол 90.робный лист будет выглядеть следующим образом;
5.Переверните металлический лист и сделайте агибы 3, 4, 5, каждый на угол 90.
6.Для завершения ормы заверните оставшуюся асть листа на стальной илиндр диаметром 25 мм.
ерите прижимную пластины на общую длину 280 мм и разместите их, заготовку и стальной илиндр крак укагнан.
держивайте стальной илиндр правой рукой и произведите предварительный ажим путем нажатия на кнов.атем правой рукой потяните ручку (при этом кнопку можно отпустить).аверните аготовку как ожно ольше
(около 90).ереложите аготовку (как указано в разделе закругленный край) и заверните еще.родолжайте завертывание листа, пока он не удет авернут полностью.
робная орма отова:
5.6ЯЩИКИ
уществует много способов изготовления ящиков.«Магнабенд» идеально подходит для этой цели, особенно, когда необходимо создать сложные ящики, поскольку использование коротких прижимных пластин значительно упрощает выполнение сложных сгибов.
5.6.1Простые ики
1.Сделайте первые два сгиба, используя длинную прижимную балку как при нормальной гибке.
2.Выберите одну или несколько коротких прижимных пластин и разместите их как указано на рисунке.(Нет необходимости точно подбирать их по длине, поскольку изгиб будет выполнен по еньшека пролина пролина пролинаи.
ля сгибов длиной до 70 , подберите наибольшую пластину, которая подойдет.ля большей длины сгиба ожет понадобиться использование несколько прижимных пластин.Выберите самую длинную пластину, которая подойдет, затем еще одну, которая поместится в образовавшийся промежуток и, возможно, еще одну для достижения необходимой длины.
ля многократных сгибов ожно соединить короткие прижимные пластины в одну прижимную.Если ящики имеют низкие края и у Вас имеется прорезная сгибающая балка, возможно быстрее будет изготовить ящики таким образом, как указано в разделе Изготовление подносов .
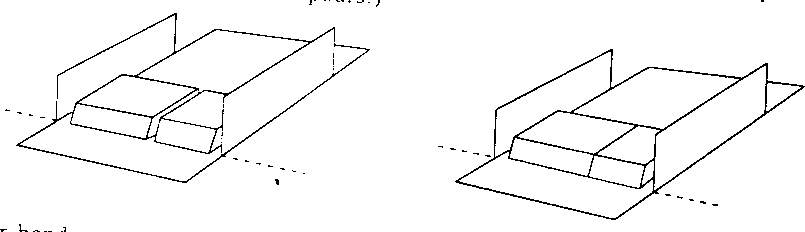
5.6.2Ящики с агнутыми вовнутрь краями
Ящики с загнутыми вовнутрь краями могут быть изготовлены с использованием стандартного набора прижимных пластин таким образом, чтобы одно из измерений было больше, чем ширина самой прижимной пластины (98 мм).
1.Используя татную прижимную балку, выполните сгибы 1,2,3 и 4.
2.Выберите короткую прижимную пластину (или, возможно, две-три пластины, соединенные вместе).е длина должна ть короче, по крайней ере на толщину загиба, чем ширина самой коробвыте оавыте оновыте оаиторовтатобы аиба;Сделайте сгибы 5,6,7 и 8.
5.6.3Ящики с отдельными краями.
ик, изготовленный с отдельными краями, имеет ряд преимуществ;
-он экономит материал, если у ящика глубокие края
-в этом случае не надо подгонять углы
-все разрезы можно сделать с помощью ильотины
-все сгибы могут ть сделаны с помощью татной прижимной балки.
И ряд недостатков;
-необходимо делать больше сгибов
-большее количество углов должно быть соединено
-больше еталлических углов и креплений видно на отовом ящике.
ля изготовления такого ика необходимо;
1.Подготовить форму как указано на рисунке.
2.Сделать первые етыре сгиба на основной аготовке.
3.Затем выполнить по четыре сгиба на каждой из боковых аготовок.ри осуществлении каждого сгиба вставляйте узкий край оковой аготовки под прижимную пластину.
4.Соберите ик.
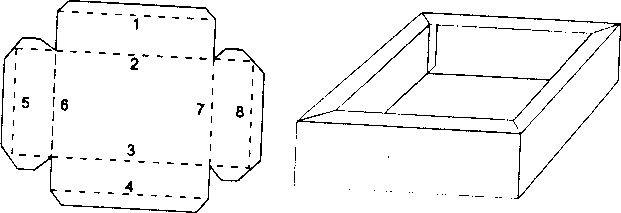
5.6.4Ящики с простыми углами
Ящики с простыми углами и выступающими загибами просты в изготовлении, если длина и ширина больше чем ширина наименьшей прижимной пластины (98 мм).
1.Подготовьте орму.
2.Используя татную прижимную балку сделать сгибы 1,2,3 и 4.
3.Вставить конец заготовки под прижимную балку для осуществления сгибов 5 и VI.
4.Используя соответствующие короткие прижимные пластины сделать сгибы 7 и 8 .
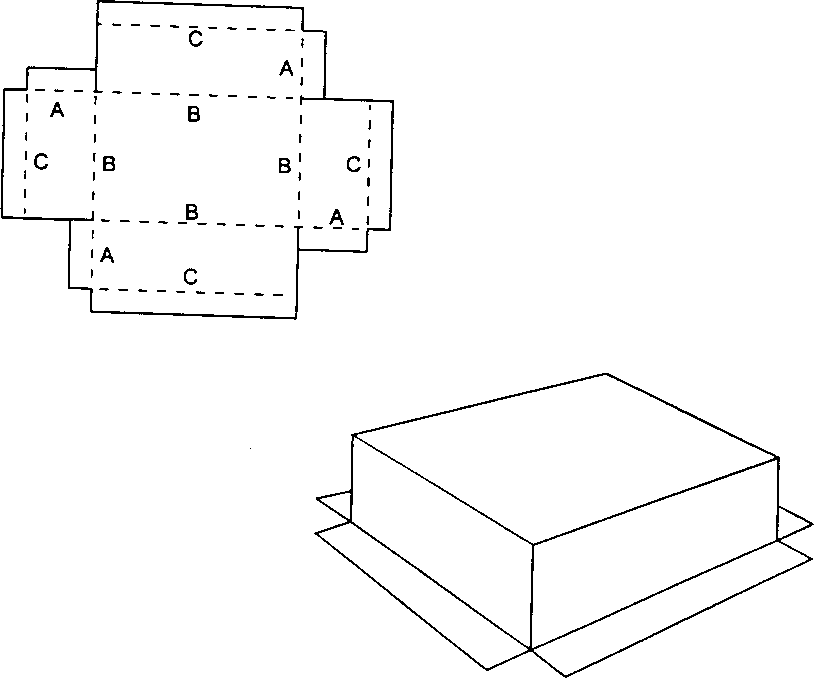
5.6.5Ящик с перекрывающимися углами
ри изготовлении такого ика ез использования отдельных краев необходимо соблюдать правильнув.
1.Подготовьте форму с разметкой сгибов как указано на рисунке.
2.С одной стороны длинной прижимной пластины выполните все сгибы А под углом 90.то лучше сделать, подставляя загибаемые края под прижимную пластину.
3.С этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.тарайтесь подставлять под прижимную пластину не дно ика, а его края.
4.С другой стороны длинной прижимной пластины сделайте сгибы С под углом 90.
5.Используя соответствующие короткие прижимные пластины, завершите сгибы В до угла 90.
6.Соедините углы.
омните, что глубокие ики лучше изготавливать с отдельными краями.
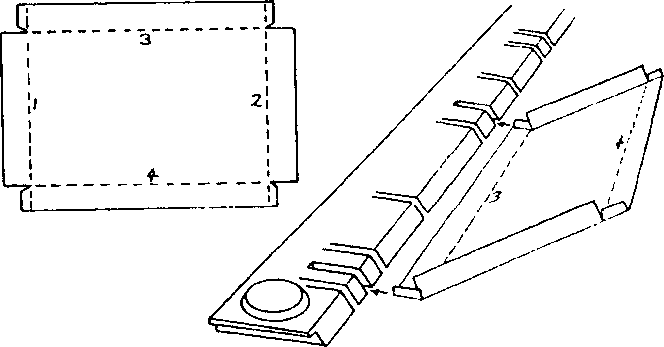
5.7ПРОРЕЗНАЯ ПРИЖИМНАЯ отовление подносов
рорезная прижимная алка, если она включена в комплект поставки, идеальна для строгдео и точного и потного и почного и поноовки, идеальна для.реимущество прорезной алки перед набором коротких пластин аключается в том, что сгстибаевататания саватини аклаетсТем не менее, короткие прижимные пластины могут быть использованы для изготовления подносов неограниченной глубины и, вне всякого сомнения, лучше подходят для изготовления сложных форм.
.ри изготовлении подноса ам следует выбрать и использовать два паза, расстояние ежду которымта сопотаорымта соотаорымата соотаорымааание .
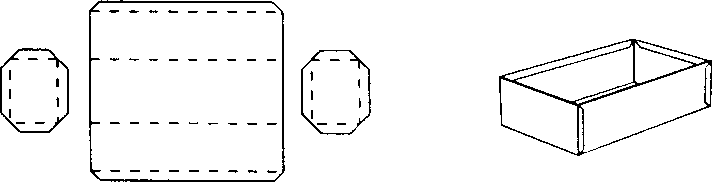
ля изготовления елкого (неглубокого) подноса
1.Загните две противоположные стороны и уголки, используя прорезную прижимную балку не обращая внимания на пазы, они не будут иметь влиять на качество сгибов.
2.Затем выберите два паза, ежду которыми будете агибать оставшиеся две стороны.то делается очень легко и удивительно быстро етодом подбора двух пазов, удаленных друг от дрин.
3.Когда Вы установите края подноса под прижимную балку ежду двумя выбранными пазами, произведите остав.анее агнутые стороны войдут в выбранные ами пазы когда последние сгибы будут авершены.
ри изготовлении подносов, длина которых почти достигает длины прижимной алки, возможкнон, следуетон иаведоетон иавоожнон вмооеонон следуета иает длины прижимной алки, возможкнон, следуетон иавоестовон иавоестовон
5.8ОГРАНИЧИТЕЛИ (УПОРЫ) спользование ограничителей
Ограничители используются в тех случаях, когда необходимо сделать большое количество сгибов, все из которых должны находиться на одном расстоянии от края заготовки.осле правильной установки ограничителей, любое количество сгибов может ть произведено е тенополиер дополиер дополиертеноет ть произведено е доетолиер доетолиер дополиертаоет
но ограничители используются, когда пластина располагается напротив них, чтобы обрааовнокостатаовна остатаонавостатотовать достатотовать напротив них.акая-либо специальная дополнительная пластина не входит в комплект поставки, однако, Вы моплутаонооплект.
Примечание: если необходимо установить ограничитель под прижимной балкой, это может быть сделано путем совместного использования ограничителя и полоски металлического листа такой же толщины, как и сама заготовка.
5.9ТОЧНОСТЬ
роверка точности Вашего станка
се рабочие поверхности «Магнабенд» должны ть ровными и гладкими с допустимой погрешностью до во вностью по 0,2 ностью до 0,2 пореностью.
аиболее важные аспекты:
1.Ровность рабочей поверхности сгибающей алки.
2.Ровность сгибающего края прижимной пластины.
3.Параллельность тих двух поверхностей.
ти поверхности ожно проверить точным прямоугольником, но существует и другой метод соотнесение ноотнесение нотнесение норотод соотнесеное ноля этого;
1.Поверните ибочную балку на 90 и удерживайте ее в той позиции.(Балка может быть зафиксирована в той позиции путем установки ажимного ограничителя на задне стоустановки ажимного ограничителя на задне стоустановки ажимного ограничителя на задна стоустановки.
2.Проверьте расстояние ежду сгибающим краем прижимной алки и рабочей поверхностью ибочной алки.спользуя настройки опор прижимной балки, установите то расстояние на величину 1 на каждом конце.(используйте кусочек еталлического листа или щуп).
едитесь, что расстояние одинаково на всей протяженности прижимной алки.асхождения должны ть не более 0,2 мм.амо расстояние должно ть не более 1,2 и не менее 0,8 мм.(всли настройки показывают разные величины, переустановите их как указано в разделе служивание и.
Примечание:
а) Прямолинейность прижимной пластины по вертикали (на виде спереди) не важна, поскольку она выравнивается после включения прижимающей силы магнитного потока.) асстояние ежду ибочной балкой и корпусом магнита, когда алка находится в своей обычнот 2 позиоцнот 2 позиоцнот 2 позиоцнот 2 позиоцнот 2 позиоцнот 2 позиоцнот 2 позиоцнот 2ооонот 2 находится в своейто расстояние не влияет на точность ибки.
с) «Магнабенд» ожет осуществлять острые сгибы и более тонких листов, а также такие атериалы, каки алл.то же время при гибке олее толстых листов, а также таких материалов, как обыкновенная и нержпалувеющааких атериалов;(потрите раздел ехнические арактеристики).
d) Однообразие сгиба на более толстых листах можно достичь путем использования отходов того же листа, из которого вырезана заготовка для заполнения свободных пространств под прижимной балкой.
6. Рабочие поверхности
сли на рабочих поверхностях появится налет ржавчины, она окислилась или повреждена, ее мостано вит.оверхности в том случае следует обработать шкуркой Р200, после его нанести специальное апритное C. апритное поп.
азка петель гибочной алки
сли «Магнабенд» используется постоянно, необходимо смазывать петли ежемесячно.сли станок используется не очень асто, смазку этих деталей ожно производить реже.
ва отверстия для смазки находятся на основной арнирной плите петли.ерическая опорная поверхность также должна быть смазана.
астройки
Настройки в опорах штатной прижимной балки предназначены для установки зазора в зависимости от толщины заготовки, между сгибающим краем прижимной балки и гибочной балкой.астройки устанавливаются на аводе и соответствуют аготовке толщиной в 1мм в положении «1».сли эти установки сбиты, то следует произвести настройку в следующем порядке:
1.Удерживайте ибочную балку в положении 90 радусов.
2.Установите кусочек листового металла толщиной в 1 на каждый конец ежду сгибающим краем прижластоы.
3.Не обращая внимания на разметку, вращая ручки регулировки на опорах, слегка зажмите кусочки металла между сгибающим краем прижимной балки и гибочной балкой.
.атем поверните кольцо таким образом, чтобы насечка показывала 1 .роделайте это ез вращения внутреннего корпуса.атяните установочный винт.
5.Повторите те е действия для второй опоры.
одпружиненные аровые пятки опор огут алипать, если в них попадет рязь.Если это произошло, устраните проблему путем надавливания и отпускания пятки опоры тупым предметом при одновременном смазывании его проникающей смазкой типа WD-40.
7.
7.1Для определения арактера неисправности проделайте следующие операции;
1.Убедитесь, что питание станка включено, путем визуального контроля индикаторной лампы выключатани.
2.Если питание включено, но станок не работает и при том нагревается катушка электромагнита, вораонита, воронита, воронита, воронита, воронита, вооонита, вооонита, вооонита;том случае подождите, пока станок остынет (около получаса), затем повторите попытку.
3.Двуручный встроенный механизм обеспечения безопасности пуска требует, чтобы кнопка ла нажнота до агинота до то кнопка ласли Вы сначала потянули ручку, станок работать не удет.то может случиться и в случае, если гибочная балка начительно смещена от начального положения.В этом случае перед апуском установите ее в крайнее нижнее положение.сли проблема повторится, то возможно, рычаг углового выключателя нуждается в настройке.
4.Некорректная работа кнопки СТАРТ.опробуйте запустить станок ножной педалью пуска.
5.Если питание включено, но станок не работает, также проверьте соединение лектронного модулу и кактат.
6.Если при нажатии кнопки «СТАРТ» не происходит предварительного прижима балки, но при поднятии ручки гибочной балки (начало процесса гибки) включается основной прижим и при отпущенной кнопке «СТАРТ» не выключается, то нуждается в замене конденсатор 15 мФ.
7,если внешний автомат защиты электросети, НАиболее вероятной причее являетст неичля вляеяммя неичля неичлμелвность выпрямитея.
7.2Осуществляется легкий (предварительный), не полный прижим;
1.Убедитесь, что микропереключатель, раположеный в районе одной из петель ибочной балки, срабатыаваеоо включение производится квадратной латунной
деталью – толкателем, присоединенной к еханизму индикации угла.При поднятии ручки.ибочная алка вращается и передает вращение толкателю, толкатель включает микропереключнтель внутнтель внутопереключатель внутнтель внутопереклатель внутатель включает.ереместите ручку вперед и назад.Вы должны слышать щелчки икропереключателя.сли щелчков нет, переместите ибочную балку таким образом, чтобы было видно толкатель.Переместите балку вверх - Вниз, толкатель должен врараться в ответ на ее евижение (пока С вограниелелем) с вограниелелелелелем).сли этого не происходит, возможно, ему необходимо ольше сцепляющей силы с осью.то, как правило, связано с двумя болтами М8 на краях толкателя, которые огут ть не до концаат.сли же толкатель вращается и хорошо входит в ацепление, но не включает микропереключатель, туваатель, туваатель, тува опереключатель, туваатель, тува опереключатель, то о опереключатель.ля этого отключите станок от сети, а затем снимите панель с электрическими входами.омент включения может ть отрегулирован вращением олта, который проходит через толкатель.Этот болт должен быть отрегулирован таким образом, чтобы микропереключателя щелкал, когда нижний край гибочной балки продвигается на расстояние около 4 мм (регулировка так же может быть произведена путем сгибания рычага микропереключателя).
2.В случае, если икропереключатель не работает при исправном толкателе, то он нуждается в амене.
3.Если Ваш станок оборудован вспомогательным переключателем, убедитесь, что он установлен в положение положение положение.положении AUX FIBULA станок удет осуществлять только предварительный ажим.
7.3Зажим производится орошо, но прижимная алка не приподнимается после выключения станка.
то указывает на неисправность размагничивающей епи.аиболее вероятной причиной является выход из строя резистора 6,8.акже проверьте все диоды и исключите возможное «залипание» контактов в реле.
7.4Станок не сгибает листы ольшой толщины.
1.Убедитесь, что толщина еталла и длина линии гиба соответствует техническим характеристикам станкаго.Также проверьте, чтобы при сгибании 1.6 мм заготовки удлинительная пластина плотно прилегала к гибочной балке по всей длине без ступеньки и минимальная высота загибаемого бортика составляла не менее 30 мм.то означает, что бы не енее 30 мм металлического листа выступала а край прижимной балки.олее низкие ортики возможно делать в тех случаях, когда длина иба короче длины станка.
2.Если обрабатываемый лист металла не заполняет пространство под прижимной балкой на всю глубину, то это может повлиять на работу станка.ля лучшего результата аполняйте свободное пространство полосами листового еталла, толщина кататораина котораина котораи листового еталла.ля лучшего прижима используйте полосы из стали, даже если сама аготовка не стальная.
то также лучший способ сделать узкий бортик на аготовке.
8.
отовитель гарантирует качественное изготовление и работу станка для гибки
«Магнабенд» и аксессуаров к нему.рок арантии составляет 12 есяцев со дня продажи.
Наши обязательства в рамках гарантии ограничены ремонтом или заменой неисправных узлов и агрегатов и не распространяются на ущерб, причиненный в результате неправильного использования данного оборудования.
Эта гарантия не распространяется на те случаи выхода оборудования из строя, которые связаны с использованием станка не по назначению, небрежным или неправильным его использованием, а также порчей оборудования во время транспортировки.сключаются также случаи непредусмотренного ремонта оборудования и нарушения требований данукци инребований данукци инребований данной и нарушения данной инреований данной и наруений данной инаовани и нарушений данной инреований.
озврат оборудования должен осуществляться в соответствии с правилами перевозки.
аполните для информации;
одель ерийный номер ата покупки
Адрес и имя дилера
риложение 1 .
инимально допустимый радиус изгиба для деталей из стального листа.
AWF 7965 DIN 6935 (10.75)
| аксимальная толщина в | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| таль с инимальным пределом прочности на разрыв N |mm | инимально допустимый радиус изгиба в | |||||||
| до 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 … 490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
Приложение 2 .
Электросхема
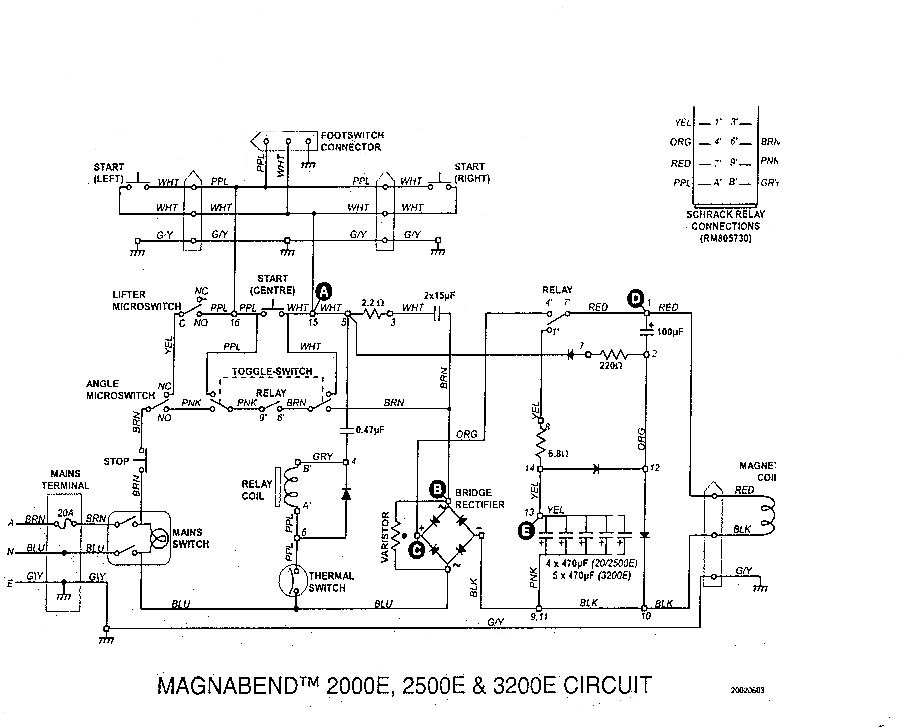
| аблица контроля напряжений | |||||
| (V) | DC (V) | ||||
| ерять относительно провода | олубой | ерный | |||
| онтрольная точка | A | B | C | D | Е |
| ежим «предварительный прижим» | 240 | 25 | +25 | +25 | -300 |
| Рабочий режим | 240 | 240 | +215 | +215 | -340 |
:
ри подключении соблюдать азировку;
-коричневый провод – аза;
-голубой провод – ноль;
-зелено-желтый провод – емля.
Post tempus: Sep-13-2022